Comprehensive Guide to Mechanical Design Workflow

Understanding the CNC Lathe Machine Working Principle
2 July 2024
Machining Delrin: Crucial Insights for CNC Machining
10 July 2024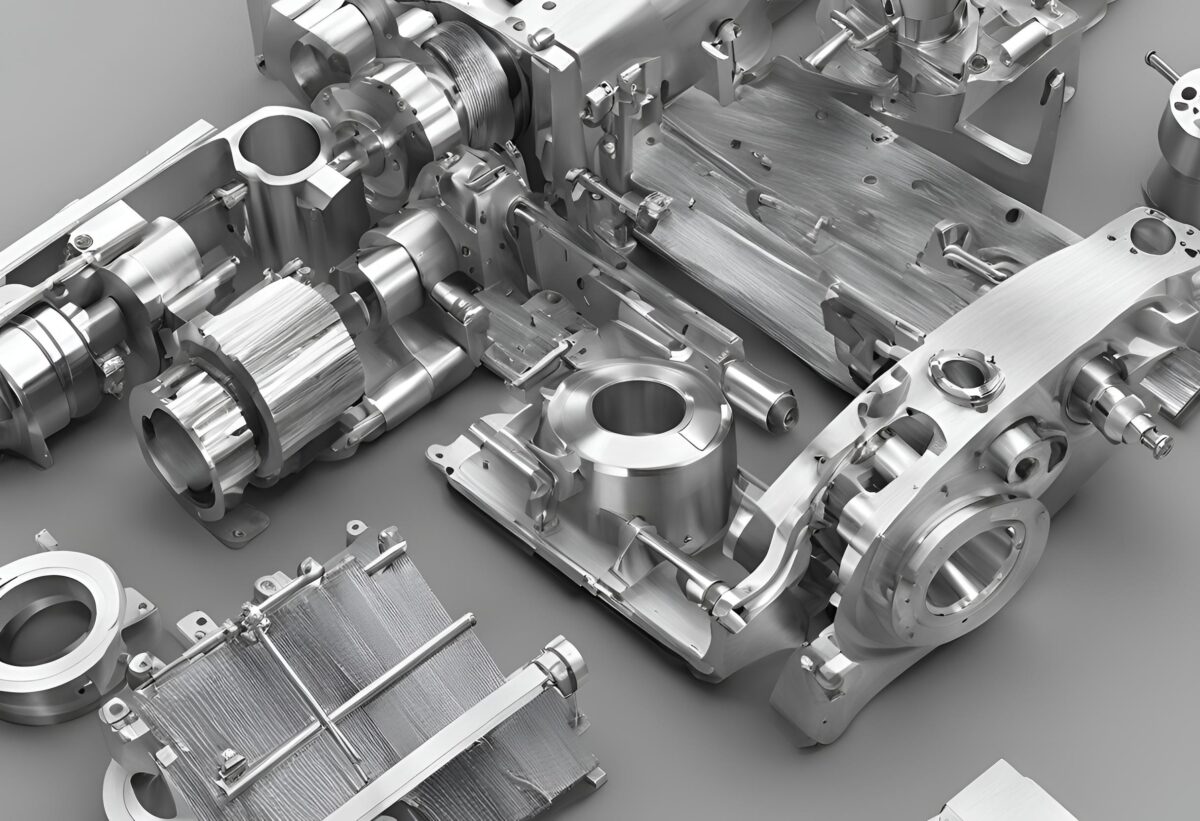
1. Form design concept and improve overall strategy
The process of mechanical design typically involves moving from an overall view to a more detailed refinement. The "whole" refers to the initial broad perspective. For instance, when starting a project to design a machine with specific functions, it's necessary to first develop a general design concept, taking into account global factors.
These include considerations such as material properties (like physical properties, hardness, strength, yield point, wear resistance, toughness, specific heat, and density), as well as the machine's shape (whether it's a plate, profile, or casting forging) and overall size (total height, length, and width, taking into account practical transportation considerations on roads and vehicles, to decide whether the machine will be transported in parts or as a whole).
When considering the fundamental aspects of general directivity, it's important to also think about how the machine tool functions. This refers to the processes or methods used for shaping materials. Currently, molding methods can be classified into three categories: those that involve material removal, those that do not involve material removal, and those that involve adding materials.
Methods that do not involve material removal include casting, forging, extrusion, cold rolling, bending, rolling, rounding, bending, and spinning.
Methods that involve material removal include turning, milling, drilling, planing, grinding, broaching, sawing, inserting, stamping, cutting, laser cutting, water cutting, flame cutting, plasma cutting, and spark electroerosion.
Methods that involve adding materials include welding and layered contour machining (3D printing).
It's important to study and select the most suitable forming method as the fundamental theoretical framework for designing the machine tool, given the wide array of forming methods available.
2. Determine the preliminary structure of the machine tool
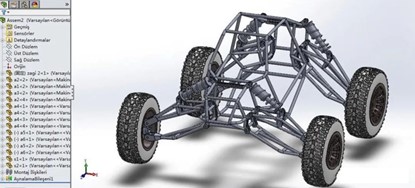
Based on the provided information, we have established a preliminary layout scheme for the machine tool structure. For instance, if the material provided by the customer for processing by the machine you have designed is a long profile similar to I-steel, it is important to consider the customer's convenience and safety when feeding and cutting during machine tool processing. Additionally, it is crucial to determine whether the customer requires single processing or multiple processing of bundled items simultaneously. In this scenario, it may be preferable to fix the workpiece during processing and move the tool and tool assembly (similar to a laser cutting machine).
After analyzing the current situation, the machine tool can also be designed as a workbench or a movement (such as a gantry milling machine). Once a preliminary strategy is developed, it's important to consider the production efficiency and accuracy requirements of the machine tool, along with the equipment cost.
Factors to be taken into account include the use of a multi-station or a multi-head structure, the speed of each part of the work, and the driving power requirements. Increasing speed comes with higher power demands and concerns about the mechanism's inertia, which can lead to decreased positioning accuracy. Using a high-power motor with large inertia will also raise costs. Considerations also extend to the overall rigidity of the machine tool, and factors such as center of gravity and structural resonance frequency are important.
Ergonomic requirements are also a crucial consideration. Normal operation and the ease of access to positions that need frequent adjustment should be taken into account.
3. Determine the structural form and function of each component or assembly
Once the machine tool forming method and overall preliminary structure are determined, it's essential to plan each part thoroughly. This helps clarify the function of each part and decide the mechanism needed to achieve these functions. The plans should prioritize easy installation and removal of components. For example, parts that wear out or need frequent adjustments should be easy to disassemble and maintain. A poorly designed example is having to dismantle the entire machine to replace a triangle belt, which is inconvenient.
For instance, when deciding on the use of a commonly used linear feed mechanism, consider the following aspects: combined with the actual efficiency and accuracy needs, it is important to clarify a certain form of implementation. The commonly used guide screw is one such form, and the decision to use sliding friction screw or rolling friction screw should be based on the actual situation. Factors such as transmission efficiency, positioning accuracy, dynamic response, load conditions, speed characteristics, thread angle, axial load capacity of the lead screw, lead, cost, and other factors should be considered comprehensively.
Another example is the intermittent motion mechanism. Before motor control technology was perfected, there were challenges in achieving such a mechanism using the groove wheel form or incomplete gear form.
In my opinion, simplifying complex problems is essential in mechanical design, especially for intricate complex institutions such as the cylinder, disc CAM mechanism, unpredictable space mechanism, four-bar mechanism, incomplete gear mechanism, and shaped gear mechanism, and for manufacturing personnel.
I disagree with intentionally designing things to be confusing for the average person. Using servo motors and linear rolling friction drive and guide devices can perfectly fulfill the functional requirements of intermittent, accelerating, stroke amplification, and special motion curves. Why complicate things with complex, difficult-to-manufacture mechanisms and non-universal, high-maintenance, and mostly sliding friction relationships? Some may argue that utilizing two-dimensional planar linear interpolations of the motion platform represents the real essence of mechanical design by erasing the old methods.
The text brings to mind an ironic joke: a new recruit in a survival training exercises tirelessly attempts to start a fire by rubbing wood together, only to eventually give up and use a lighter and cigarettes. This highlights the need for necessary and essential mechanisms that cannot be fully implemented with modern fast food design culture. For example, eccentric devices can be used to obtain vibration characteristics or fast locking devices on fixtures, and overrunning clutches can be used to encounter reverse failure and other conditions.
4. Parts design
First, consider the manufacturing volume of the part. If a part is produced in large quantities, it's important to fully consider the positioning benchmark used in the machine tool fixture, the process hole, and other relevant factors.
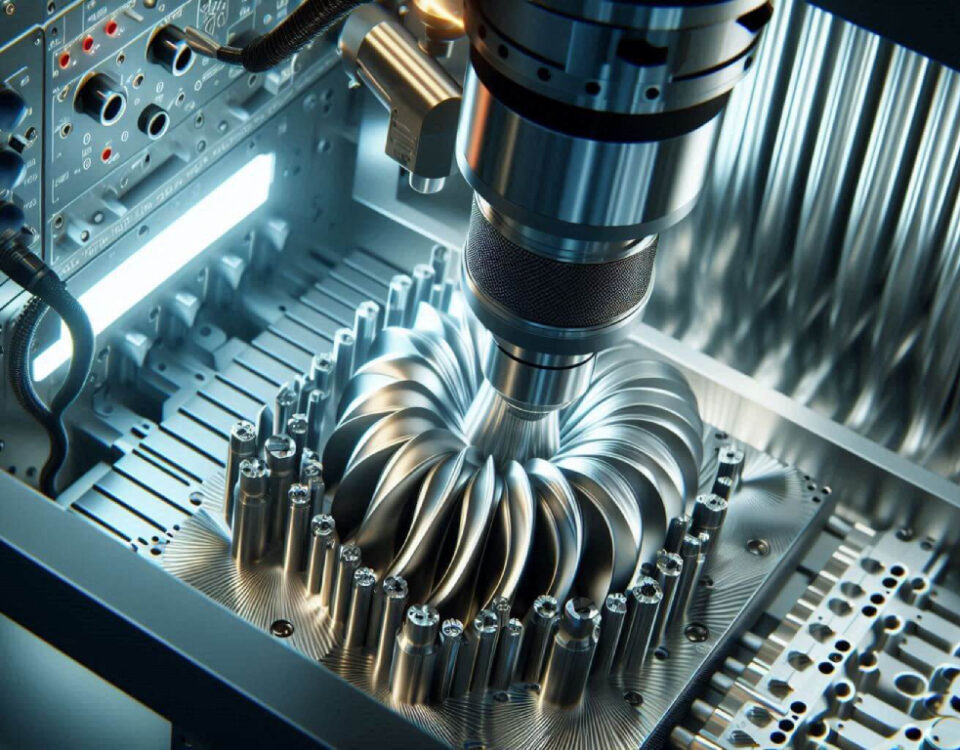
Second, the characteristics of the part's forming method must also be taken into account. For instance, during the casting of high-speed rotating disk parts, there are likely to be defects such as loose organization or pores. If post-dynamic balance treatment is not carried out, excessive centrifugal force during high-speed operation can lead to issues such as bearing heat, abnormal noise, and shortened lifespan. Similarly, when medium carbon steel or high carbon steel raw materials are gas cut to obtain parts blank, there may be a quenching phenomenon at the cutting place.
Third, consider the characteristics of the raw material of the part. For instance, for a sheet part, the initial thought is to use an iron plate as the material, and the method of material removal can include laser cutting, water cutting, flame cutting, wire cutting, or stamping. The decision should be based on the best economic benefits for the part. Whether it's a plate or wire, and whether it involves sawing, flame, laser, or water cutting, attention should be paid to material utilization.
Fourth, contemplate the machining fixture of the part. For single-piece or small-batch manufacturing, design should avoid the need for special fixtures that some general machine tools may require for production and processing.
Fifth, consider the tools used for making the die casting aluminum part. During part design, consider the availability of tools in the market suitable for machine tool clamping and use, and try to avoid custom or non-standard tools. Understanding national standards for cutting tools is crucial. For instance, when designing a high-precision hole, consider the diameter value and its availability in standard tool markets to avoid complications during the manufacturing process.
Sixth, take into account the machine tool's processing capabilities for working on this part. Machine tools have specific processing capacity parameters. For example, C6132 indicates that a horizontal lathe can handle a maximum part rotation diameter of 320. M7130*1000 refers to a horizontal shaft rectangular table surface grinding machine. When installed for grinding, it can process a surface with a width of 300 and a length of 1000. Therefore, when designing parts, it's important to consider how the part will be clamped or machined based on these machine parameters.
Seventh, consider the measuring tools. Once cnc machined parts are manufactured, universal gauges and measuring tools are needed for inspection. For instance, when designing a conical fit, choosing a non-standard 7:23 or 1:47 taper rather than the standard Mohs series or commonly used 7:24 or 1:50 taper requires special measuring tools, as they can't be purchased in the standard measuring tool market. However, if the part requires quadratic projection detection or three-dimensional inspection, it may be beyond the standard constraints.
Eighth, consider the heat treatment requirements. When working on parts that need high wear resistance or good mechanical properties, the drawings often specify technical requirements such as achieving a material hardness of Q235 - after quenching, reaching HRC60, and ensuring uniform hardenability and hardness. For example, the material 45# steel should be tempered up to 58HRC. In such cases, it's recommended to review knowledge about metal materials and heat treatment.
5. Problems related to engineering drawings
The standardization and standardization of design drawings present contradictory issues. According to normal, standardized, rigorous, and scientific methods, the production of machinery and equipment in a factory should involve full-time personnel for drawing, drawing review, process planning, and fixture-making. Additionally, there should be full-time electrical engineers, hydraulic and pneumatic engineers, or programmers. However, due to the influence of a "small farmer consciousness," the workforce may be reduced to one or two people after concentration and compression treatment. These one or two people might be responsible for the work of several positions, including issuing equipment instruction manuals, updating product samples, preparing bidding documents, and fulfilling other technical tasks.
In the following discussion, we will only address issues related to the value of drawings based on the situation of a single individual having multiple capabilities. (The following may not be applicable to individuals working in standardized companies with clear labor divisions and responsibilities.)
As a designer, it is important to maintain modesty and curiosity while also having a strong sense of self-opinion and independent judgment. Many of us are familiar with this situation: the boss has one opinion, the workshop director has another, the production manager has a different idea, and the customer often has their own "reasonable" requirements. If we do not manage these incoming comments and suggestions carefully, the name of the drawing package will gradually evolve from Design Version 1 to Design Version 11... If our designers do not handle this well, they may develop a fixed way of thinking and become overly dependent. Over time, this can lead to an ongoing cycle of struggle.
Firstly, it is important to understand the elements of a drawing and the reasons behind them. Many novice drawings are often too tidy and need more roughness marks, shape and position tolerance requirements, and technical notes. They may also have uniform line thickness, inconsistent or missing dimensions, and other issues. If these elements are not correctly depicted, the drawing may not accurately reflect the processing and measurement benchmarks. This can be confusing and overwhelming for those interpreting the drawing.
For example, when designing a shaft with bearings at the center, it's crucial to consider the processing basis of the shaft in the final grinding treatment. During assembly, measuring the runout of a shaft segment is based on the central axis between the middle bearing position A and bearing position B. Therefore, it is essential to ensure that the measurement basis is appropriately marked when specifying the runout tolerance of any shaft segment on the drawing.
Similarly, when designing parts like a flange connection, if ideal docking cannot be achieved, it's important not to immediately question the cnc machining processing or process arrangement personnel. Instead, closely examine the drawing for any missing assembly stops and technical requirements such as "matching" or absent hole position requirements.
6. The soul of design - calculation, check
I think the calculation involved in our mechanical design can be roughly divided into the following categories:
(1) Support PLC, numerical control systems, motion control cards, and similar devices that require a program logic algorithm. For instance, consider the problem of solving an algorithm for an n-axis manipulator. It is essential to consider the movement of the arm joint plane, rotation of the arm joint, movement of the elbow joint plane, rotation of the elbow joint, rotation of the wrist joint, and swinging of the knuckle. It also includes other motion trajectories and all motion equations. This type of calculation can be classified as a purely mathematical property, not a physical one.
(2) Closely related to the calculation of physical phenomena. Such as statics, materials mechanics, elastic mechanics, and fluid mechanics.
When designing a part, it's important to first consider the tasks it needs to complete. The shape and size of the part should be determined based on the tasks it needs to perform, as well as the motion relationship it needs to have. After considering factors such as force state, force nature, material, speed, thermal deformation, and design life, the shape and size of each part can be determined.
(3) When manufacturing certain equipment, it is important to calculate various process parameters for the assembly of custom cnc machined parts or components. This includes calculating the iron plate discharge for the cutting part and determining different processing parameters, method arrangements, and processing times for the gold processing part based on the unique properties and methods used for processing.
If you wanna know more or inquiry, please feel free to contact [email protected].


{kind=link}
{kind=link}
{kind=link}