Controversy Arises Over Judging Machining Methods Based on Metal Chips and Debris

A Comprehensive Guide to Brass CNC Machining
23 July 2024
Exploring Different Types of Anodizing in CNC Manufacturing
26 July 2024
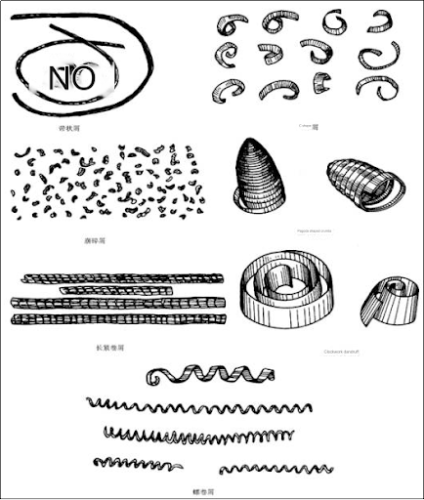
In metal cutting, chips can take on various forms. Some chips are rolled into a spiral shape and break off by themselves when they reach a certain length. Others break into C-shaped or hexagonal shapes, while some appear as filamentous shavings. Some chips are broken into needle-like or small pieces, which can splash everywhere and pose a safety risk. Additionally, strip-shaped chips can wrap around cutting tools and workpieces, potentially causing accidents. Inadequate chip removal can disrupt normal production operations.
Factors affecting chips
1. Workpiece material
The alloy composition, hardness, and heat treatment of the workpiece material all affect the thickness and curling of the chips produced during machining. Soft steel tends to produce thicker chips compared to hard steel, while hard steel is less likely to curl than soft steel. Thin chips are less prone to curling, regardless of the steel type. However, if soft steel chips are too thick, they may not curl easily. Additionally, the shape of the workpiece also plays a significant role in chip formation.
2. Geometric parameters of tool cutting area
It is common to use reasonable geometric parameters of the cutting zone of the tool to improve the controllability of chip formation and the reliability of chip breakage.
The front angle is inversely proportional to the chip thickness and has optimal values for different processed materials. The main deviation angle directly affects the thickness and width of chips, and a large main deviation angle is prone to chip breakage. The radius of the cutting edge arc is related to the thickness and width of the chips as well as the direction of chip flow. A smaller radius is suitable for precision machining, while a larger radius is suitable for rough machining.
The width of the chip breaker is selected in proportion to the feed rate, with narrow options for small feed rates and wide options for large feed rates. The depth of the chip groove is inversely proportional to the feed rate, with deep grooves selected for small feed rates and shallow grooves selected for large feed rates.
3. Cutting parameters
The three elements affecting cutting quantity determine the range of chip breakage. Among these elements, the feed rate and back-cutting amount have a more pronounced impact on chip breakage, whereas cutting speed has the least impact, especially at conventional cutting speeds. The feed rate is directly related to chip thickness, the back-cutting amount is directly related to chip width, and chip speed is inversely related to chip thickness. Increased cutting speed reduces the effective chip-breaking range.
4. Machine tool
Modern CNC machine tools utilize NC editing functions to periodically adjust the feed rate in order to achieve forced chip breaking, which is commonly known as "program-controlled chip breaking." This method provides high chip-breaking reliability but results in lower cutting economy. It is commonly employed in processes where other methods struggle to break chips, such as deep grooves around the car end face.
5. Cooling and lubrication status
Adding cutting fluid expands the range of chips that can be effectively broken, especially when dealing with small feed chips that tend to curl. Using high pressure cutting fluid to break and remove chips is an effective method in some machining processes, such as deep hole machining, where high-pressure cutting fluid can remove chips from the cutting area.
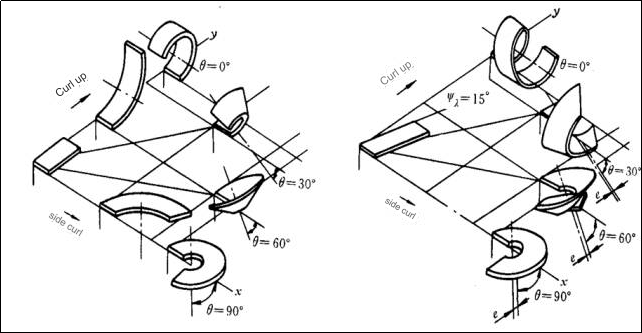
The formation process of chip shape
The formation process of ribbon chips can be divided into three stages:
- Basic deformation stage: This stage involves the deformation of chips that are generated when the cutting layer metal comes into contact with the cutting edge of the tool. The chips detach from the prototype machined parts material during this process.
- Curling deformation stage: This stage includes upward curling, lateral curling, and conical curling in both A and B directions.
- Additional deformation and fracture stages.
Classification of chips
Due to different workpiece materials and cutting conditions, the shape of chips produced during the cutting process varies. The shape of chips is mainly categorized into four types: strip-shaped, nodular, granular, and fragmented.
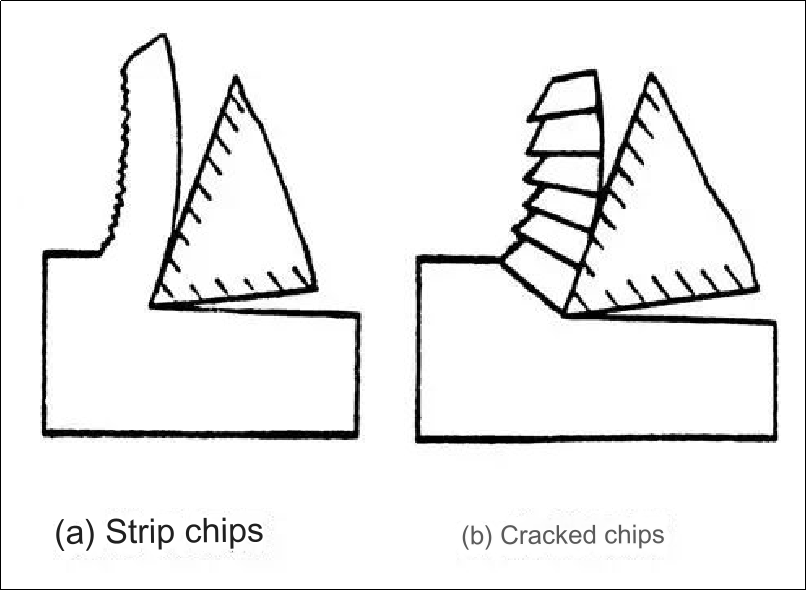
1. Strip shaped chips
This type of chip is the most common. It has a smooth inner surface and a hairy outer surface. These chips are often formed when processing plastic metals under working conditions of small cutting thickness, high cutting speed, and large tool rake angle. The cutting process is balanced, with less fluctuation in cutting force and smaller surface roughness on the CNC machining processed surface.
2. Segmented chips
Extruded chips, also known as serrated chips, have a rough outer surface and may exhibit cracks on the inner surface. These chips typically form when the cutting speed is low, the cutting thickness is large, and the tool rake angle is small.
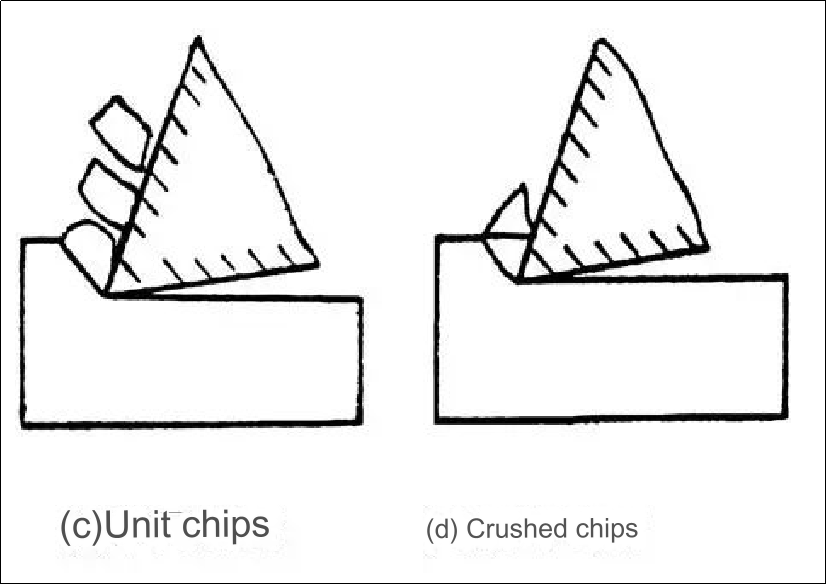
3. Granular chips
The small pieces formed during the process of cutting material are known as chips or unit chips. When the shear stress on the cutting surface is greater than the material's strength, cracks spread across the surface, causing the chips to break apart. This results in the formation of granular chips, as shown in Figure C.
The three types of chips mentioned are typically produced when processing plastic materials. Among them, strip chips offer the smoothest cutting process, while unit chips result in the largest fluctuation in cutting force. Strip chips are the most commonly produced type, occasionally resulting in squeezed chips, while unit chips are rare. Adjusting the cutting conditions, such as reducing the tool rake angle, decreasing cutting speed, or increasing cutting thickness, makes it possible to obtain unit chips instead of strip-shaped chips. This demonstrates that the appearance of chips can be altered based on cutting conditions. By understanding these patterns, it is feasible to control the deformation, shape, and size of chips to achieve the desired chip formation and breakage.
4. Crushed chips
This is a description of chips that are generated during the cutting of brittle materials. These chips have irregular shapes and uneven surfaces. The deformation of the chips before they break is minimal, and the way these chips form in plastic materials is different. The brittle fracture of the material mostly occurs when the stress exceeds its tensile limit. When cutting hard and brittle materials such as high silicon cast iron or white cast iron, especially with large thicknesses, these irregular chips are often produced. Due to their unstable cutting process, they can easily damage the cutting tool and the machine tool, resulting in a rough machined surface. To avoid this, the cutting thickness should be reduced so that the chips become needle-like or flake-like. At the same time, the cutting speed should be increased to enhance the plasticity of the workpiece material.
These are four typical types of chips, but chips obtained during processing can have various shapes. In modern cutting, the cutting speed and metal removal rate are high, leading to harsh cutting conditions that often produce a large amount of "unacceptable" chips. Proper measures need to be taken during cutting to control the curling, outflow, and breakage of chips to achieve an acceptable and good chip shape. The most widely used method to control chips during machining is to grind a chip breaker groove on the front cutting surface or to use a pressure block chip breaker.
If you wanna know more or inquire, please feel free to contact [email protected]
Anebon adheres to the tenet "Honest, industrious, enterprising, innovative" to acquire new solutions continuously. Anebon regards prospects and success as personal success. Let Anebon build a prosperous future by hand with brass machined parts and complex titanium CNC parts/stamping accessories. Anebon now has a comprehensive goods supply, and selling price is our advantage. Welcome to inquire about Anebon's customized CNC machining products.


{kind=link}
{kind=link}
{kind=link}