Exploring Seven Key Techniques in Thread Processing

How Rapid Prototyping Accelerates Innovation Across Industries
14 November 2024
Choosing the Best Materials for Die Casting Projects
15 November 2024
Thread machining is a method of machining various internal and external threads using thread machining tools.
1. Thread cutting
The term generally refers to the process of machining threads on a workpiece using either a forming tool or a grinder. Common methods include turning, milling, tapping, threading, grinding, and whirlwind cutting.
When turning, milling, or grinding threads, the machine tool's transmission system ensures that the turning tool, milling cutter, or grinding wheel moves accurately and uniformly along the axial direction of the workpiece with each rotation.
In the case of tapping or threading, the tool (either a tap or a die) and the workpiece rotate relative to one another. The first formed thread groove directs the tool (or workpiece) to move axially.
2. Thread turning
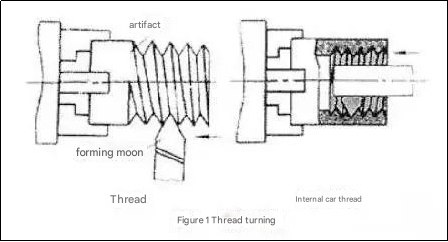
Turning threads on a lathe can be accomplished using either a forming turning tool or a thread comb. Using forming turning tools is a common method for producing threaded CNC stainless steel turning parts in single pieces or small batches, thanks to the tool's simple structure. In contrast, while thread turning with a thread comb offers high production efficiency, its complex structure makes it suitable only for producing short-threaded workpieces with fine teeth, typically in medium to large batch productions.
The pitch accuracy of trapezoidal thread turning on standard lathes usually reaches only levels 8 to 9. However, by using specialized thread lathes, both productivity and accuracy can be significantly improved.
3. Thread Milling
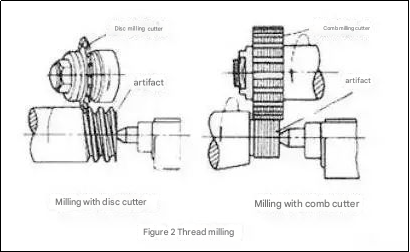
Milling is carried out on a thread milling machine using either a disc milling cutter or a comb milling cutter. Disc milling cutters are primarily used for milling trapezoidal external threads on workpieces such as screws and worms, while comb milling cutters are utilized for milling both internal and external standard threads, as well as tapered threads.
Because multi-blade milling cutters are employed, and the length of the working part exceeds that of the processed thread, the workpiece only needs to rotate 1.25 to 1.5 turns to complete the milling process. This results in high productivity.
The pitch accuracy achieved through thread milling typically ranges from levels 8 to 9, and the surface roughness can be as fine as R5 to 0.63 microns. This method is particularly well-suited for batch production of threaded workpieces requiring general accuracy or for rough processing prior to grinding.
4. Thread grinding
This process is primarily used for machining precision threads on hardened workpieces using thread grinders. Grinding wheels are categorized into two types based on their cross-sectional shape: single-line grinding wheels and multi-line grinding wheels.
Single-line grinding wheels can achieve pitch accuracy levels of 5-6 and have a surface roughness ranging from R1.25 to 0.08 microns. Additionally, the dressing of these grinding wheels is relatively straightforward. This method is well-suited for grinding precision screws, thread gauges, worms, small batches of threaded workpieces, and precision hobs for relief grinding.
Multi-line grinding wheels can be used in two different methods: longitudinal grinding and cut-in grinding. In the longitudinal grinding method, the width of the grinding wheel is less than the length of the thread being ground. The grinding wheel can achieve the final size by moving longitudinally once or multiple times. In contrast, the cut-in grinding method uses a grinding wheel width that exceeds the length of the thread. Here, the grinding wheel radially cuts into the workpiece surface, which requires about 1.25 turns for effective grinding. Although this method offers higher productivity, it has slightly lower accuracy, and the dressing process is more complex. Cut-in grinding is ideal for relief grinding of large batches of taps and for grinding specific fastening threads.
5. Thread grinding
To improve pitch accuracy, use cast iron or other soft materials to create nut-shaped or screw-shaped thread grinding tools. Perform both forward and reverse grinding on the areas of the CNC-machined parts where pitch errors occur. This technique helps enhance the accuracy of the machined threads. Additionally, hardened internal threads should also be ground to correct any deformation and improve overall precision.
6. Tapping and threading
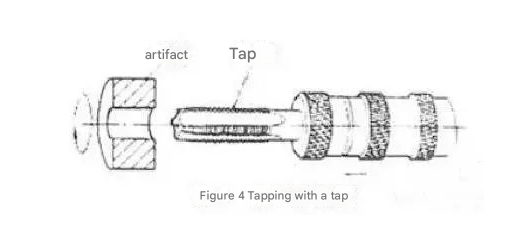
Tapping is to use a certain torque to screw the tap into the pre-drilled bottom hole on the workpiece to produce internal threads.
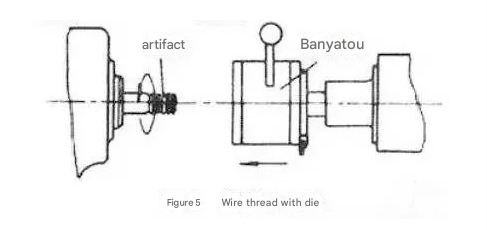
Threading involves cutting external threads on a bar or tube workpiece using a die. The accuracy of the tapping or threading process largely depends on the precision of the tap or die used. While there are various methods for creating internal and external threads, small-diameter internal threads can only be produced using taps. Tapping and threading can be performed either manually or with the aid of machines, such as lathes, drilling machines, tapping machines, and threading machines.
7. Thread rolling
A processing method known as thread rolling utilizes a forming rolling die to plastically deform a workpiece in order to create threads. This CNC machining process is typically performed on a thread-rolling machine or an automatic lathe that has an automatic opening and closing thread-rolling head. Thread rolling is particularly suitable for the mass production of external threads found in standard fasteners and other threaded connectors.
Generally, the outer diameter of the rolled thread does not exceed 25 mm, and its length is limited to 100 mm. The accuracy of the threads can reach level 2, and the diameter of the blank used for rolling is approximately equal to the median diameter of the thread that is being processed.
While rolling is not typically used for creating internal threads, softer materials can be processed with a slot-less extrusion tap, which cold-extrudes internal threads (with a maximum diameter of around 30 mm). The working principle of this process is similar to tapping. It is important to note that the torque required for cold extrusion of internal threads is roughly double that of tapping, and the processing accuracy and surface quality are slightly superior to those achieved by tapping.
The advantages of thread rolling are:
- The surface roughness is less than that of turning, milling, and grinding;
- The thread surface after rolling can improve strength and hardness due to cold work hardening;
- High material utilization rate;
- The productivity is doubled compared with cutting processing, and it is easy to realize automation;
- The lifespan of a rolling die is quite extensive. However, the hardness of the workpiece material used for rolling threads should not exceed HRC40. Additionally, there are high precision requirements for the blank size, as well as strict standards for the precision and hardness of the rolling die, making its manufacturing a complex process. Furthermore, rolling threads with asymmetric tooth shapes is not recommended.
Based on the type of rolling dies employed, thread rolling can be categorized into two types: thread rolling and thread rolling.
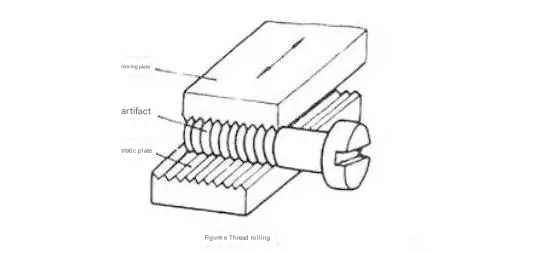
Thread rolling is a manufacturing process that involves two plates with threaded teeth arranged in a staggered position with a pitch of 1/2. In this setup, one plate is static while the other plate moves back and forth in a linear motion parallel to the static plate. When a workpiece is placed between these two plates, the moving plate advances and exerts pressure on the workpiece, causing its surface to undergo plastic deformation and form a thread.
There are three types of thread rolling: radial thread rolling, tangential thread rolling, and rolling head thread rolling.
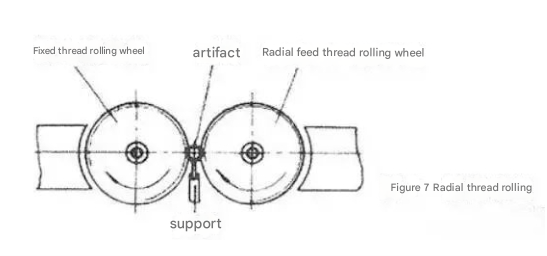
- Radial thread rolling: 2 (or 3) thread rolling wheels, equipped with threaded teeth, are mounted on parallel shafts. The workpiece is positioned on a support between the two wheels. Both wheels rotate in the same direction and at the same speed, while one of the wheels also moves radially. As the workpiece is driven by the thread rolling wheel, its surface is radially extruded to form threads. This method can also be used for rolling forming in the production of screws that have low precision requirements.
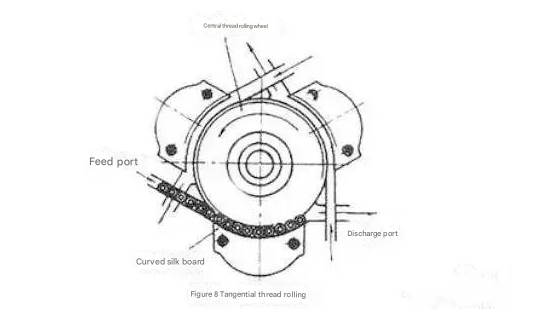
- Tangential thread rolling: also known as planetary thread rolling, the rolling tool consists of a rotating central thread rolling wheel and three fixed arc-shaped thread plates. During thread rolling, the workpiece can be fed continuously, so the productivity is higher than thread rolling and radial thread rolling.
- Thread rolling with a thread rolling head is performed on an automatic lathe and is typically used to create short threads on workpieces. The rolling head contains 3 to 4 thread rolling wheels that are evenly distributed around the outer circumference of the workpiece. During the rolling process, the workpiece rotates while the rolling head feeds axially, allowing the threads to be formed on the workpiece.
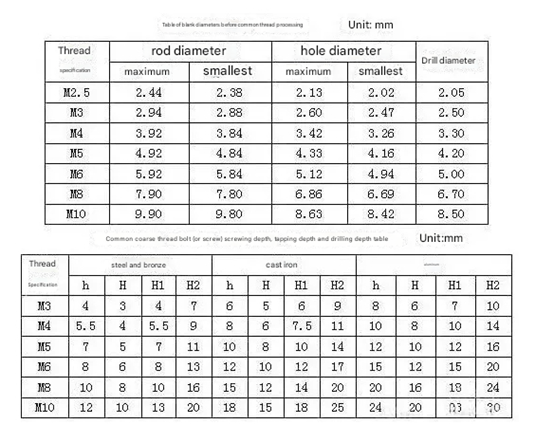
8. Common data for ordinary thread processing
If you want to know more or inquiry, please feel free to contact [email protected]
At Anebon, we believe in the values of innovation, excellence, and reliability. These principles are the foundation of our success as a mid-sized business that provides customized custom CNC machined parts, turning parts, and die casting aluminum parts for various industries such as non-standard devices, medical, electronics, auto accessories, and camera lenses. We welcome customers from all over the world to visit our company and work together to create a brighter future.


{kind=link}
{kind=link}
{kind=link}