Optimizing the application of grinding fluid in machining processes

Machining Delrin: Crucial Insights for CNC Machining
10 July 2024
Seven Methods for Verifying CNC Machine Tool Positioning Accuracy
16 July 2024
Grinding is a process used for shaping workpieces with high precision and surface roughness. The grinding fluid used in this process must fulfill the following functions:
Cooling function: The grinding fluid should provide better cooling than other processing fluids by effectively dissipating heat generated during grinding. This helps in reducing the grinding temperature, enhancing the durability of the grinding wheel, and improving production efficiency.
Lubrication function: During grinding, the grinding wheel faces significant working pressure. The grinding fluid can penetrate the tiny gaps between the grinding chips and the grinding wheel, as well as between the grinding wheel and the workpiece surface, creating a thin adsorption film. This reduces the friction, prolongs the grinding wheel's lifespan, and enhances the surface finish of the workpiece.
Cleaning function: Abrasive chips and sand particles produced during grinding can adhere to the machining CNC workpiece and the grinding wheel. If not removed promptly, these particles can impact the workpiece's accuracy and surface finish. Therefore, the grinding fluid must possess efficient cleaning performance.
Antirust function: It is crucial for the grinding fluid to offer robust antirust properties. Any inadequacy in preventing rust during workpiece processing can lead to product defects. Hence, grinding fluid with effective antirust capabilities should be used.
Comparing the lubrication effect of using various grinding fluids with dry grinding, it is evident that the use of grinding fluids significantly improves lubrication. In high-speed machining, the intense friction between the grinding wheel and the workpiece surface results in high grinding pressures and temperatures exceeding 1000°C. In such conditions, the absence of effective lubrication from the grinding fluid can cause severe wear on the grinding wheel, compromising processing accuracy and surface finish.

During the grinding process, the ability of the grinding fluid to fully penetrate the grinding zone directly impacts its cooling and lubricating effect. Whether it's internal or external circular grinding or plane grinding, if the positioning of the grinding fluid nozzle is incorrect, leading to the fluid pouring in the wrong direction, it may fail to enter the grinding zone due to the powerful airflow created by the high-speed rotation of the grinding wheel. Consequently, it cannot adequately cool the workpiece during grinding, failing to have any cooling effect in the grinding zone and only reducing the overall workpiece temperature. The use of grinding fluid can also result in negative issues, such as increased processing costs, environmental concerns, and potential health risks to the operator.
When using the appropriate grinding fluid in the grinding CNC machining process, the improvement in surface finish often outweighs the reduction in grinding thickness. To ensure the optimal functioning of the grinding fluid, it's essential to strengthen the following points to fully realize its four major functions:
1. Ensure that the grinding fluid is not corrupt and deteriorated
1) Reasons for grinding fluid corruption and deterioration
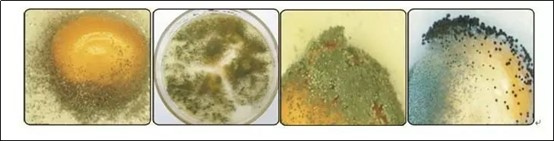
The deterioration of grinding fluid occurs due to biochemical changes caused by the rapid growth of microorganisms under specific conditions. Microorganisms such as fungi, bacteria, and yeasts contribute to this spoilage. These fungi are commonly found in the atmosphere, soil, rivers, natural objects, and other environments. There are often the following representative bacteria in the degraded grinding fluid:
A. P. cupris viridis: one of the main bacteria genera of grinding fluid corruption.
b, sulfate-reducing bacteria: Grinding fluid odor is a significant genus of bacteria; in the absence of oxygen, there is rust formation. Underwater scale can reduce sulfate, produce hydrogen sulfide, and emit an odor; Hydrogen sulfide corrodes iron.
c, yeast: bacteria will produce strong enzymes, making the grinding fluid sticky and corrupt.
2) Conditions for rapid reproduction of microorganisms
A. Sufficient nutrients are provided by the grinding fluid, including organic matter (carbohydrates, fatty acids, fatty alcohols), minerals, trace elements, nitrogen compounds, sulfur, and phosphorus.
b, oxygen: aerobic bacteria produce a light odor, anaerobic bacteria produce a foul odor, and facultative anaerobic bacteria produce a light odor.
c, temperature: bacteria are easy to reproduce at 30 ~ 37 degrees, and mold is easy to reproduce at 20 ~ 30 degrees.
d, pH value: bacteria are easy to reproduce in pH 7.0 ~ 8.5, mold is easy to reproduce in pH 4.5 ~ 7.0, pH>9 bacteria, and mold reproduction probability is minimum.
3) The phenomenon after the deterioration of the grinding fluid
A. Mild putridity.
b, liquid gray-brown or pink (iron ion precipitation), but it should be too different from the grinding material.
c, pH mutation, generally since the pH<8 rapid decline, some synthetic liquid pH values rise.
d, the viscosity increases, and even the gel precipitates.
e. Demulsification of emulsion.
f, rust, cutting function decline.
2. Ensure good management of grinding fluid
1) The stock solution should be stored away from cold temperatures and long-term storage. It should be kept above 5 degrees Celsius during winter and shielded from direct sunlight in summer. It is best to use the solution within three months to prevent the emulsified oil from breaking at low temperatures, after which it may not be recoverable.
2) Management of working fluid concentration: The concentration of the working fluid is crucial for optimizing the function of the grinding fluid. If the concentration is too low, it can negatively impact the grinding function, while if it's too high, it can affect its ability to prevent corrosion. Adjusting the concentration appropriately is recommended.
Numerous studies have shown that microbial reproduction is fastest when the grinding fluid concentration is between 2% and 4%, and it's even better between 5% and 10%. For concentration management, it's beneficial to implement systematic liquid supply, centralized preparation, or special preparation if conditions allow. At a minimum, avoid adding water only, add minimal or no stock solution, and minimize the dosage.
(1) When replacing the new liquid, thoroughly clean the liquid tank, pipe, and machine tool.
If it is not cleaned or cleaned thoroughly, especially if there is a rotten grinding fluid before the fluid change, it will corrupt within a few days after the fluid change. The whole process of cleaning before liquid change: - Dispose of any waste liquid. - Remove the wall of the grinding fluid box and clean the bed surface of any grinding debris, sludge, rust, and scale. Then, clean the box with water. - Use a system cleaning agent to clean the bed surface of the box wall, remove any oil, clean the pipeline for 3 hours, and flush with cleaning liquid. - Add a low-concentration fungicide to the grinding fluid, circulate for more than 1 hour, and sterilize the bed surface of the box wall. - Prepare and add new liquid. Use clean tap water as the water source and sterilize if necessary. The concentration of the grinding fluid should be prepared at 5-10%, measured using a refractometer.

(2) Management of in-use grinding fluid
Keep the area clean and prevent foreign particles from entering. Wash your hands without using the grinding fluid and cotton yarn. Remove any debris promptly. Cycle the grinding fluid daily for one hour, with the best times being 30 minutes in the morning and 30 minutes in the afternoon. Regularly check the pH value of the cutting fluid. If the pH value drops below 9, add new liquid and tap water promptly. When the grinding fluid is used up, add new fluid and water without delay. Determine replacement cycles based on the length of working hours and seasonal changes. Do not wait until the fluid becomes contaminated before replacing it, as this can impact the grinding machine, workpiece material, and surrounding environment, as well as the performance and lifespan of the new fluid. If the pH value drops below eight, add stock solution, fungicide, and pH adjustment agent as needed based on the specific situation at the site. By following these guidelines and managing the use of new fluid properly, the grinding fluid will remain free from odors.
In summary, using grinding fluid properly can improve the tool's service life and the surface finish of the processed material. It is important to ensure that the used fluid is properly treated to meet environmental protection requirements and that its composition is not harmful to human health. Currently, the focus of development in cooling lubrication methods for grinding is to create non-polluting grinding fluids. As the economy on the West Coast continues to grow and develop, environmentally friendly grinding fluids will be more widely used in grinding machine processing.
If you wanna know more, please contact [email protected].
Chinese Professional China die casting aluminum Parts and custom CNC machined parts, Anebon relies on high-quality materials, perfect design, excellent customer service, and competitive prices to win the trust of many customers at home and abroad. Up to 95% of products are exported to overseas markets.


{kind=link}
{kind=link}
{kind=link}