Precision Drilling: Achieving 0.01mm Diameter Holes

Advancing Plastic Prototypes with CNC Machining: Techniques and Benefits
4 September 2024
Several solutions to the problems of titanium alloy parts processing
3 October 2024
Microfabrication technology is a manufacturing process being developed by various advanced industrial countries.
In the field of micromachining, technicians face issues such as uneven workpieces, excessively large drilling diameters, and challenges with mass production.

What is Microfabrication?
Micromachining, or micro-machining, refers to the process of working on small workpieces, typically used in the medical devices and electronics industries.
Micromachining is the process of manufacturing small structures and devices with micron-scale dimensions.
It involves using various techniques such as photolithography, thin film deposition, etching and other micromachining processes to create complex patterns and structures on substrates.
Micromachining is commonly used to produce microelectromechanical systems (MEMS), microfluidic devices, integrated circuits, and other miniaturized components for applications such as electronics, biomedical devices, sensors, and more. This technology enables the development of advanced, compact devices with high precision and functionality.
The parts produced through micromachining often require examination under a microscope. This type of machining is usually performed in workshops that specialize in creating microscopic parts or precision machining.
The following is a micro drilling tool capable of achieving a minimum diameter of 0.03 mm.

What are the advantages and disadvantages of drilling compared to electrical discharge machining and laser machining?
Advantages of drilling compared to electrical discharge machining and laser machining:
Cost-effective: Drilling is generally a more cost-effective process compared to electrical discharge machining and laser machining, especially for simpler hole geometries.
Simplicity: Drilling is a straightforward process that requires less complex equipment and setup compared to electrical discharge machining and laser machining.
Disadvantages of drilling compared to electrical discharge machining and laser machining:
Limited material compatibility: Drilling may have limited effectiveness when machining certain materials, especially hard or brittle ones.
Heat generation: Drilling operations can produce heat, which can result in thermal damage to the workpiece, particularly when working with harder materials.
In the past, there were two major problems in the field of drilling:
Question 1:
The inner surface of the CNC-machined workpiece is uneven, and many manufacturing company owners prefer the drilled holes to be more rounded and uniform. This issue can be effectively addressed through the use of diamond drill bit processing technology for hole machining.
Unlike EDM and laser machining, drill machining does not impose excessive pressure on the workpiece, allowing for the creation of high-precision holes with clean internal surfaces. Furthermore, drill machining enables the polishing of the inner surface after drilling, resulting in a high-quality surface finish.
Question 2: The diameter of the borehole is too large
Question 3: Want mass production
Application Cases of Micro Hole Machining - Dispenser nozzles, such as those used in Micro Hole Machining, have a tip length limit determined by the aperture of the tip.
Practical examples of micro-hole machining
Microfluidic devices:
Micro-hole machining is utilized to produce precise and intricate channels and chambers in microfluidic devices, which are employed for applications such as lab-on-a-chip systems, medical diagnostics, and chemical analysis.
Fuel injection nozzles:
In the automotive industry, micro-hole machining is utilized to produce small, precise apertures in fuel injection nozzles. This controls the flow and atomization of fuel for efficient combustion in engines.
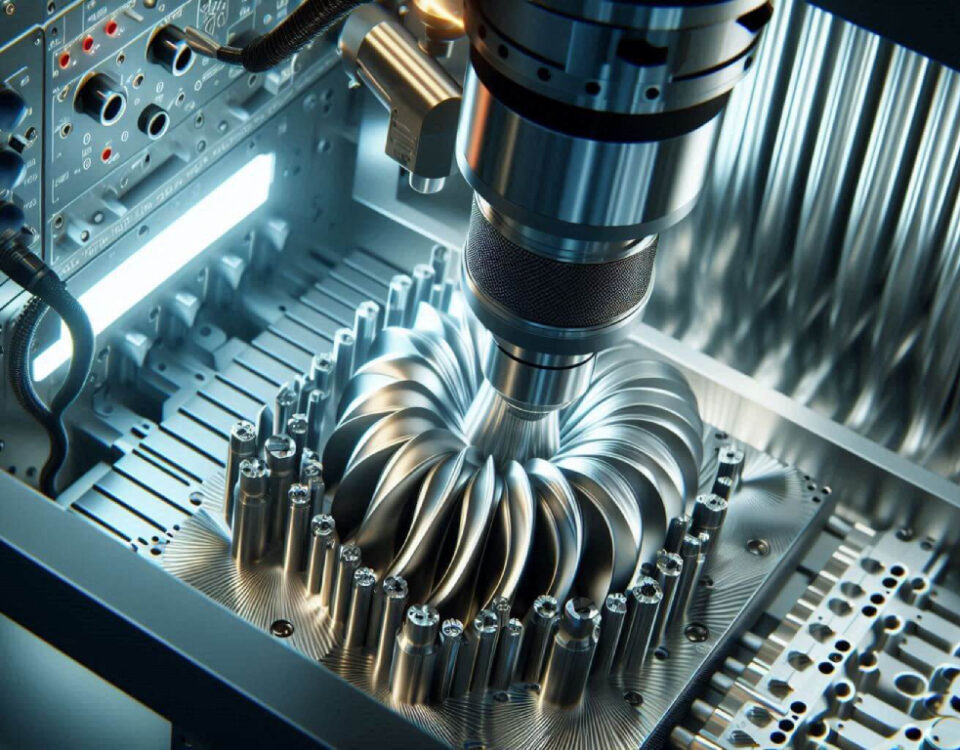
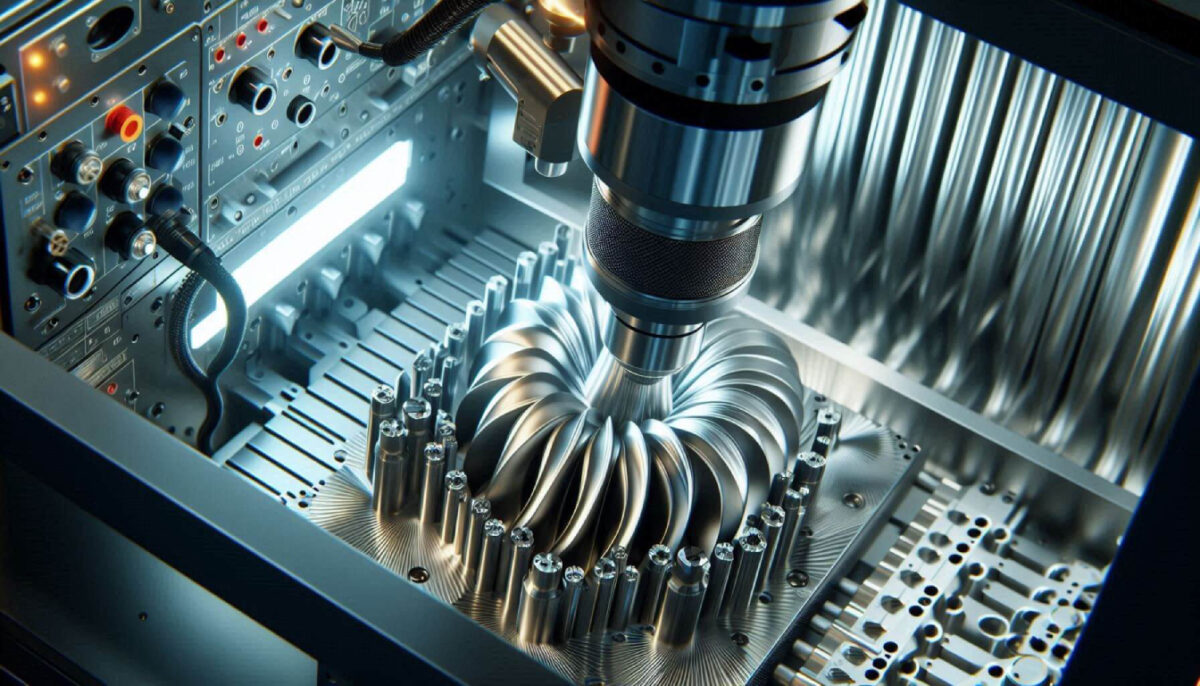
Aerospace components:
Micro-hole machining is used in manufacturing aerospace components such as turbine blades and engine parts. These CNC machining components require intricate cooling holes to manage heat dissipation and enhance performance.

The "tip extra-long nozzle" allows for achieving previously unattainable details. The long-diameter nozzle is primarily used in high-pressure or high-temperature settings in the power industry.
It is used in typical designs for main steam, main feed water, or desuperheating water applications. It possesses a wide range ratio, impact resistance, low pressure loss, long service life, large measurement range, and high measurement accuracy.
Regarding microhole machining, in terms of processing cost, is it higher than that of ordinary machining?
Specialized Equipment:
Microhole machining often requires specialized equipment, such as precision CNC machines, laser systems, or micro-EDM (electrical discharge machining). These machines are typically more expensive to purchase and maintain.
Tooling Costs:
The tools utilized for microhole machining are typically very small and must be crafted from high-quality materials to uphold precision. As a result, this can lead to increased tool expenses and more frequent replacements due to wear.
Precision and Tolerance:
Microhole machining requires high precision and tight tolerances, which can lead to longer and more complex machining processes. Achieving such precision often involves slower cutting speeds and additional quality checks.
Research and Development:
Developing processes for microhole machining may require more extensive research and development to optimize parameters and achieve the desired results, leading to higher initial costs.
Material Handling and Waste Reduction:
Handling small workpieces and reducing waste is crucial in microhole machining, often requiring additional resources and time.
Expertise Required:
Operators and engineers require specialized training and expertise to operate micro-CNC machining processes, which can increase labor costs.
If you wanna know more or inquiry, please feel free to contact [email protected]
As a China Gold Supplier for die casting aluminum and machining parts, Anebon invites both domestic and international customers to visit us and discuss business. Our company always upholds the principle of providing good quality products at reasonable prices with first-class service. We are committed to building long-term, friendly, and mutually beneficial partnerships with our customers.


{kind=link}
{kind=link}
{kind=link}