Preventative Measures to Avoid Costly Overhauls for Your Machining Spindle
What Is CNC Machining and How Does It Work? A Complete Overview in 2024
2 August 2024
Tooling and Fixture Design for Streamlined Manufacturing Operations
7 August 2024
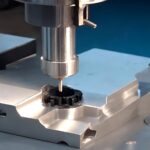
To ensure that the tool is perpendicular to the chuck, you can also use a dial gauge. Attach the dial gauge to the connecting rod and place it on the rail (do not slide along the rail; fix it in place). Point the contact at the tool and move it along the x-axis while checking for changes on the dial gauge. An error of +/-0.02mm is acceptable.
1. Check the height of the tool
When using tools on lathes, it's crucial to check and adjust the height of the parting tool so that it is as close to the centerline of the spindle as possible. If the parting tool is not aligned with the vertical centerline, it will not cut properly and may be damaged during machining.
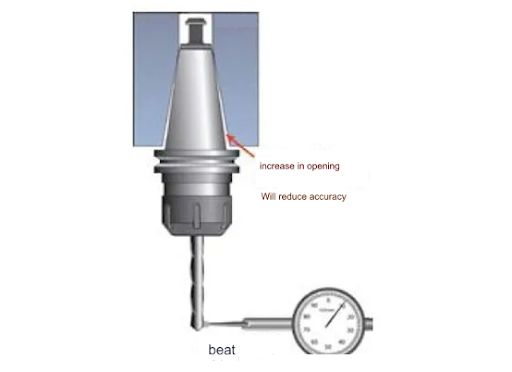
The wear of the spindle cone can lead to an increase in runout.
As depicted in the diagram, you can measure the runout of the same tool holder separately on the spindle and on the worktable. If there is a significant difference between the two measurements, there may be an issue. Another method is to paint a known good tool holder blue and inspect it in the spindle. It's advisable to keep a reference tool holder for this test. If your contact rate with the taper is less than 75%, it indicates a problem.
How often do you check for runout on the spindle? It is recommended to check every six months or every time a serious collision occurs.
2、It's important to understand that checking the wear on the tool holder taper and the quality of the micro spindle taper doesn't necessarily mean that the tool holder taper is in good condition.
The spindle taper is more durable than the tool holder taper, so it can withstand most wear and damage. When examining the tool holder, pay close attention to any small scratches and discoloration, especially near the larger end. Special focus should be given to a type of wear that occurs when two steel components, such as the tool holder and spindle mouth, rub against each other. When the tool holder slides inside the spindle, it causes excessive wear, sometimes severe. Wear and tear are just the initial signs, and the situation will worsen over time.
In terms of wear, watch for small copper-colored pits or marks on the tool holder taper. Wear and tear can easily be mistaken for rust, but it is not rust. It looks like this:

You need to replace any knife holder that shows obvious wear. If the new tool holder also wears out quickly or gets stuck in the spindle, your spindle may need to be re ground.
3、 Worn rivets (fixing knobs)

Pulling pins or fixing knobs (more modern terms) are custom CNC machined parts that can be screwed into the top of the knife holder. They are clamped by finger type (also known as clamp type) clamps or clamps using ball bearings. Clamp the tension rod onto the nail and tighten the tool holder into the taper of the spindle.
It is important to regularly check the rivets for signs of wear, cracks, or other damage. Replace any poorly functioning rivets. Generally, the service life of rivets is 2-3 years or shorter. The wear of the ball-bearing clamp on the pull pin is more severe than that of the clamp-type clamp. They can shorten the service life of rivets to 6 months. Pay attention to the indentation caused by the ball bearing. If any indentation is found, please replace the tension pin immediately. Even signs of wear indicate that it's time to replace the rivets.
When replacing the rivets, please clean and remove the grease on the threads, apply a thread locking agent (low or medium force; do not use excessive force), and tighten according to the appropriate specifications.
For stronger rivets, mold steel rivets have twice the tensile strength of hardened steel, and the bending strength is 1.5 times that of hardened stainless steel turning parts - using mold steel can improve safety.
4、 Maintain cleanliness and hygiene
Remember to keep the workshop clean to ensure the spindle and tool holder last longer. It's important to keep all tool holders, clamps, clamp nuts, and tool holders clean. Dirt, dust, oil stains, debris, or other pollutants can cause increased runout and premature wear of cutting tools, tool holders, and spindle ports. Ensure your tools are clean and rust-free to protect them.
It's recommended to wipe the spindle taper with a lint-free cloth dipped in transparent light oil every day. At least one wipe a week is necessary. Regularly clean the tapered part of the tool holder in the same way. Use a spindle cleaner to regularly clean the contaminants inside the taper of the spindle. To truly clean the entire taper, I like to use spindle wipers like this:

5、 Check the traction force xa
This is an essential maintenance step. If too little force is applied, it can damage the spindle, causing the tool holder to rotate and harm the taper. On the other hand, if the force is too strong, the pull rod may cause the tool holder to fly out. Even if the taper is not damaged, applying too little force can lead to increased shaking, poor overlap, and issues with tool life and surface finish.
The expected service life of the pull rod spring group is about 1 million cycles. This might seem like a lot, but for machines that frequently change tools and use them often, this level can be reached quickly. For instance, a machine that changes tools 3 to 4 times per minute and runs for 2000 hours per year experiences between 1,752,000 to 2,336,000 tool change cycles per year. The expected lifespan of the pull rod is 3 to 4 years. Other factors may reduce it to 2 years, such as more shifts or higher spindle speeds. Machine tools with higher rotational speeds typically use smaller bearings, which necessitates the use of smaller-diameter rod springs, thereby shortening the spring life. It is crucial to regularly check the tension of the pull rod, as the spring may wear out frequently.
All springs on the tow bar will not break simultaneously. Initially, only one might be released, which could cause other springs to overload, leading to a shorter service life. Regular traction inspections can help identify issues early. It is recommended that the traction force be checked every six months. Maintain records of these checks. If the traction force starts to decrease but remains within the specified range, more frequent monitoring is necessary, such as every 2 or 3 months. If the decrease exceeds 10%, it is time to replace the tow bar.
While spring failure is the common cause of low traction, there are other possibilities, including:
- Excessive friction due to coolant or chip contamination or insufficient friction in certain designs
- Wear on the tool holder
- Reground spindle taper, causing the tool to be positioned too deep in the spindle
- Friction between the spring and the main shaft causing wear on the rod shaft
- Wear and tear on the nail
6、 Maintenance of spring clamp
I previously discussed the process for using pull nails, but these instructions also apply to clamp nuts. Both pulling pins and clamp nuts have specific torque specifications, which must be adhered to in order to achieve optimal performance. To ensure that the torque meets the specifications, use fastening brackets and torque wrenches.
It's important to regularly check the runout values of the clamp and nut holder components to determine if they have exceeded the specified limits. The chuck is made of a softer metal than the tool holder and should be treated as a consumable. If there are signs of wear on the chuck, it should be replaced immediately. For instance:
- If the tool breaks and there are scratches on the chuck.
- If there are any visible rust or dents on the clamp head.
If a rust inhibitor is utilized, ensure that the clamp or tool holder is wiped clean before use, as the inhibitor may cause slipping. When returning the chuck or knife holder to the warehouse, please reapply the rust inhibitor.
7、 Lubrication and vibration
It's important to lubricate any spindle to extend the service life of the bearings. If your spindle is sealed, be diligent about monitoring vibration issues. Significant vibration is a signal of a fault that needs to be addressed. For spindles equipped with a lubricator, ensure that the lubricant is clean and regularly maintain the intake filter.
8、 Temperature
Always monitor the spindle temperature for potential bearing failure. If you have a spindle cooler, be alerted for any equipment alarms and ensure they are always working properly.
If you want to know more or inquiry, please feel free to contact [email protected] Anebon always upholds the philosophy of "Be No.1 in high-quality, be rooted in credit and trustworthiness for growth". Anebon will keep on to serve previous and new prospects from home and overseas whole-heatedly for Ordinary Discount 5 Axis Precision Custom CNC rapid prototyping Machining, At Anebon with top quality to start with as our motto, we manufacture products that are entirely made in Japan, from materials procurement to CNC machining process. This enables customers from all over the country to get used with confident peace of mind.


{kind=link}
{kind=link}
{kind=link}