Several solutions to the problems of titanium alloy parts processing

Precision Drilling: Achieving 0.01mm Diameter Holes
3 October 2024
Effective Methods to Address Tool Wear and Breakage
3 October 2024
Titanium alloy parts are increasingly used in various high-performance and demanding industries due to their exceptional strength-to-weight ratio, corrosion resistance, and ability to withstand extreme temperatures.
These industries include aerospace and aviation, where titanium alloy parts are used in jet engine components, airframe structures, and landing gear; medical devices, where they are used for surgical implants, prosthetics, and dental instruments; automotive, particularly for engine components in high-performance and luxury vehicles, exhaust systems, and suspension components; marine applications, such as hulls, propeller shafts, and subsea equipment; chemical processing, for heat exchangers, reactors, and piping systems; and in high-end bicycles, golf clubs, and other performance equipment for the sports and leisure sectors.
Titanium alloys have the characteristics of high strength, low density, and corrosion resistance, and are widely used in aerospace, energy, medical and other fields. In the aviation field, titanium alloy structural parts are mainly used in key parts such as aircraft fuselages and wings, and are the "important skeleton" in the aviation field.
These industries benefit from the unique properties of titanium alloys that increase durability, performance, and longevity.
What are the difficulties in processing titanium alloy parts?
Processing titanium alloy parts poses several challenges due to the unique properties of the material. Titanium alloys have a high strength-to-weight ratio and excellent corrosion resistance, but these same properties make them difficult to machine.
The high strength and hardness of titanium alloys lead to rapid tool wear and require the use of specialized cutting tools and techniques. Additionally, titanium has poor thermal conductivity, causing heat to concentrate at the cutting edge, which can result in thermal damage to both the tool and the workpiece. The material's tendency to react with cutting tools at high temperatures further complicates machining processes.
Moreover, titanium's low modulus of elasticity means it can deflect under cutting forces, leading to dimensional inaccuracies. These factors necessitate careful control of machining parameters, the use of high-quality cutting fluids, and often slower machining speeds, all of which can increase production time and costs.
Do you know what kind of machining tools can improve the pain points of titanium alloy parts machining?
Cutting tools made from materials like carbide, polycrystalline diamond (PCD), and cubic boron nitride (CBN) are great for machining titanium as they are more resistant to wear and can handle the high temperatures generated during the process.
Using coated tools, such as those with titanium aluminum nitride (TiAlN) or diamond-like carbon (DLC) coatings, can also improve tool life and performance. High-pressure coolant systems can help dissipate heat effectively, reducing thermal damage to both the tool and the rapid CNC machining workpiece.
Advanced machining techniques like high-speed machining (HSM) and specialized tool geometries designed for titanium can further improve cutting efficiency and surface finish. By using these tools and techniques, the challenges of rapid tool wear, heat concentration, and material deflection in machining titanium alloys can be mitigated, ultimately enhancing the overall machining process.
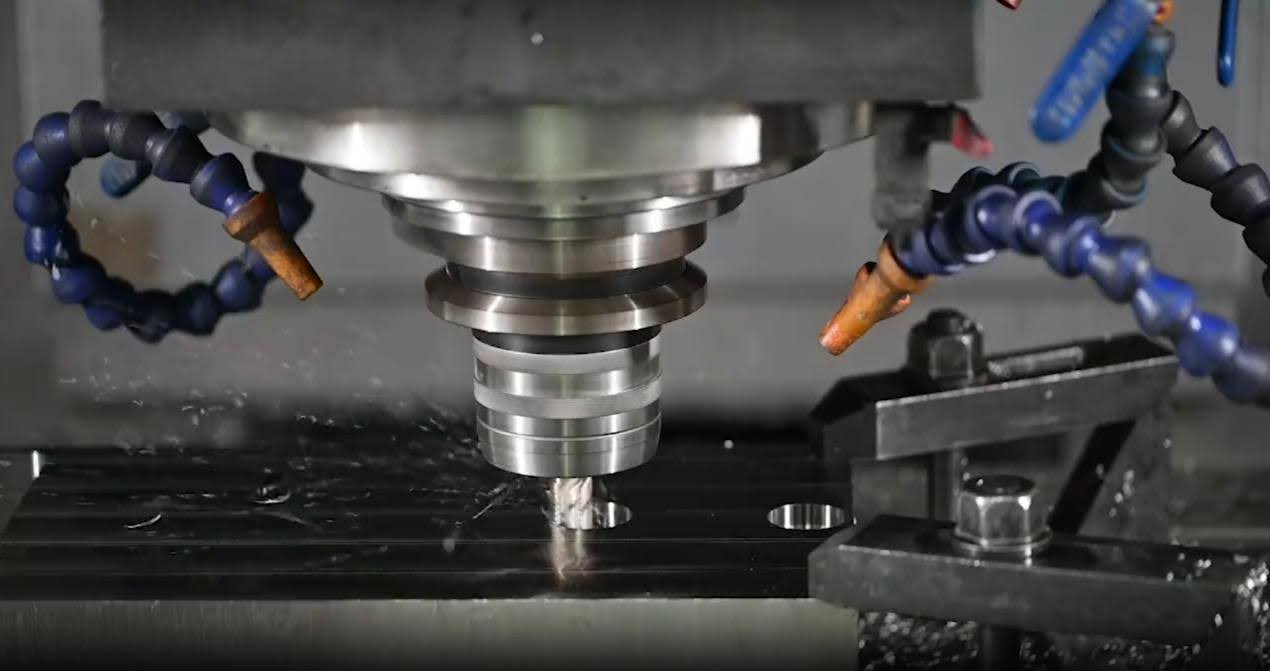
How to solve the problem of tool vibration when machining deep holes and inner holes of titanium alloy parts?
In order to address tool vibration when machining deep and inner holes in titanium alloys, it's important to optimize tool geometry, use rigid setups, adjust cutting parameters, employ damped tooling and high-pressure coolant, and implement appropriate machining strategies such as peck drilling.
Peck drilling involves periodically retracting the tool to break chips and clear them from the hole, which helps reduce vibration caused by chip recutting.
To minimize deflection and vibration, it's advisable to use short and sturdy tool holders and minimize tool overhang. Additionally, reducing cutting speed and increasing the feed per tooth can help stabilize the CNC machining process.
Consider utilizing damped or tuned boring bars and other vibration-damped tool holders specifically designed to reduce tool vibration in deep-hole applications.
Lastly, conducting a stability analysis or using chatter detection systems can help identify and mitigate issues before they escalate.

Among the titanium alloy processing methods, what are the advantages and disadvantages of TurnTenFeed, BoreMeister, MillQuadFeed, TungTri-Shred and DoTwistBall?
TurnTenFeed:
Advantages:
High feed rates with stability, improved turning operation efficiency, and reduced cycle times due to its robust design.
Disadvantages:
It may require significant machine power and rigidity, which can limit its use on less robust machinery.
BoreMeister:
Advantages:
Ideal for deep hole boring with vibration damping technology, leading to improved surface finish and dimensional accuracy.
Disadvantages:
Typically, it is more complex and costly, requiring investment in specialized tooling and potentially longer setup times.
MillQuadFeed:
Advantages:
Offers high feed milling capabilities, increased productivity, and the ability to handle heavy chip loads efficiently.
Disadvantages:
High initial tooling cost and the need for powerful, stable machines to maximize its potential.
TungTri-Shred:
Advantages:
Suitable for aggressive cutting and high material removal rates but limited in finishing operations and flexibility across different materials.
Disadvantages:
Challenges in achieving finer surface quality and adaptability to various materials.
DoTwistBall:
Advantages:
Suitable for 3D contouring and complex geometries thanks to its excellent ball end capabilities and adaptability.
Disadvantages:
Potential for increased tool wear when pushed beyond designed feed and speed limits, leading to higher operational costs over time.

If you wanna know more, please feel free to contact [email protected]
To create more benefit for buyers is Anebon's business philosophy; shopper growing is Anebon's working power. For Hot New Products Durable die casting aluminum parts and brass milling parts and custom machined aluminum parts, are you still on the look out for a good quality product that is in accordance together with your very good organization image while expanding your item market range? Consider Anebon's good quality merchandise. Your choice will prove to be intelligent!


{kind=link}
{kind=link}
{kind=link}