Thin-Walled Titanium Parts: Overcoming Processing Hurdles

Guide to CNC Machining CNC Machining and Programming: How it Works and Why it’s Revolutionizing the Industry
28 May 2024
Understanding How CNC Lathe Machines Work
31 May 2024
When machining a 2mm thin wall on titanium alloy, the difficulty has doubled due to the material's recognized difficulty. However, specific analysis has led to corresponding solutions:
Analysis of titanium alloy thin-walled cavity parts
1.1 Part size analysis
The envelope cover part should have a minimum rectangular outline size of 567mm x 426mm x 56.5mm. It has a large arc surface and is a thin-walled cavity structure. The wall thickness of the arc surface cavity is 2mm, and the connecting shoulder at both ends is 6mm thick. To ensure proper sealing of the cover and the box after installation, the flatness of the cover part installation surface should be 0.1mm.
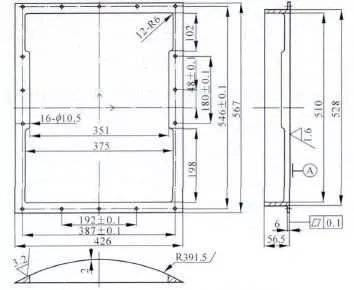
Titanium alloy thin-walled workpiece- Figure 1
1.2 Processing Technology Analysis
The most critical aspect of processing cover plate parts is the cavity. The challenge lies in addressing the vibration issue of the cover plate parts during processing due to their thin-walled structural characteristics. The overall structure is simple, and there are high flatness and surface quality requirements for the cover plate and the box body installation surface. However, the dimensional accuracy and surface quality requirements for other parts are low. All processing procedures can be carried out at the CNC machining center.
For this project, a 570mm x 430mm x 60mm blank sheet has been chosen. The processing of titanium alloy thin-walled cavity cover plate parts involves three steps: ① rough and fine milling of the convex cavity, including installation hole processing; ② rough and fine milling of the concave cavity; ③ finishing of the installation surface.
Processing technology and tooling design
2.1 Rough milling, fine milling, and mounting hole processing of convex cavity
The outer dimensions of the parts should be 567mm ± 0.1mm x 426mm ± 0.1mm x 57mm. The surface roughness of all processed surfaces should be Ra3.2µm. Additionally, there should be a 0.5mm processing allowance in the thickness direction. Furthermore, four M16 40-deep threaded holes need to be processed on the large plane as fixing holes for the convex cavity processing process. These threaded holes should be positioned symmetrically based on the center point of the large plane. The positioning dimensions should correspond to the aluminum-magnesium alloy 6061 tooling fixing holes fixed on the workbench. To achieve this, the cover plate parts should adopt the "one face and two pins" positioning method, and the positioning and clamping method should be used to achieve screw clamping.
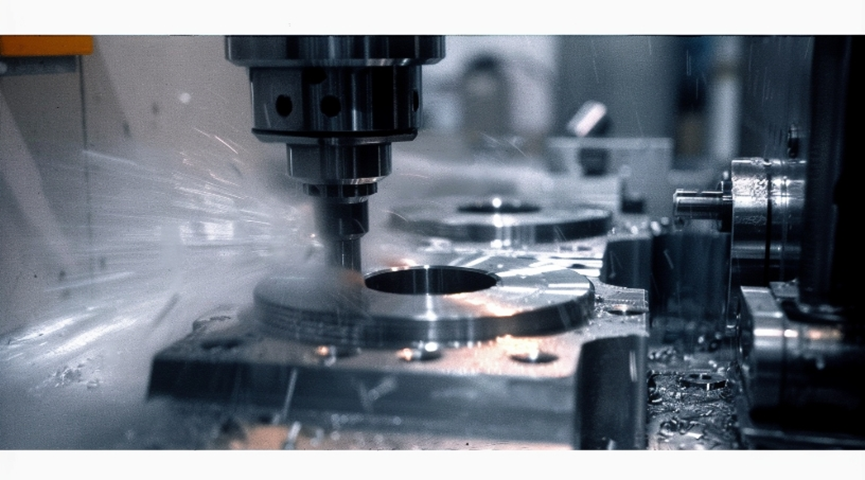
Titanium alloy processing-Anebon-Figure 2
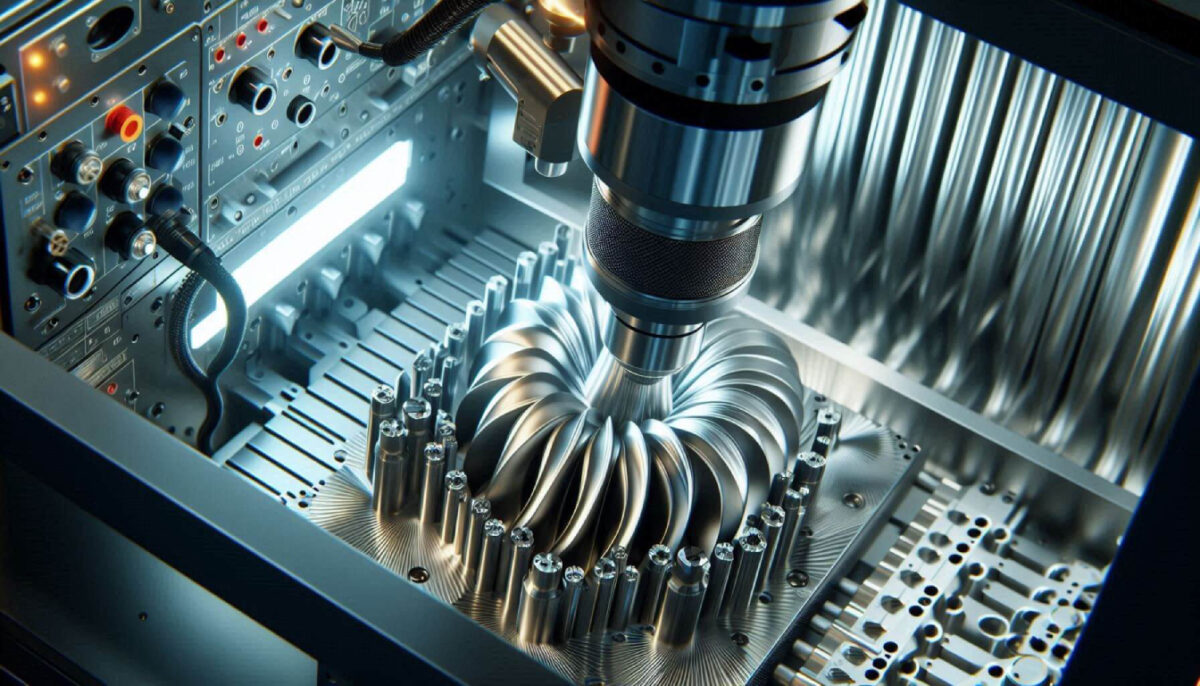
The cover plate parts require processing of the convex cavity and the mounting step surfaces on both sides. For rough cnc machined, use a four-edge end mill with high cobalt content for the convex cavity and the mounting step surfaces on both sides. The parallel milling surface rough machining method should be used, as shown in Figure 2. Ensure that the high-speed steel tool has enough cutting fluid during the cutting process to prolong its service life.
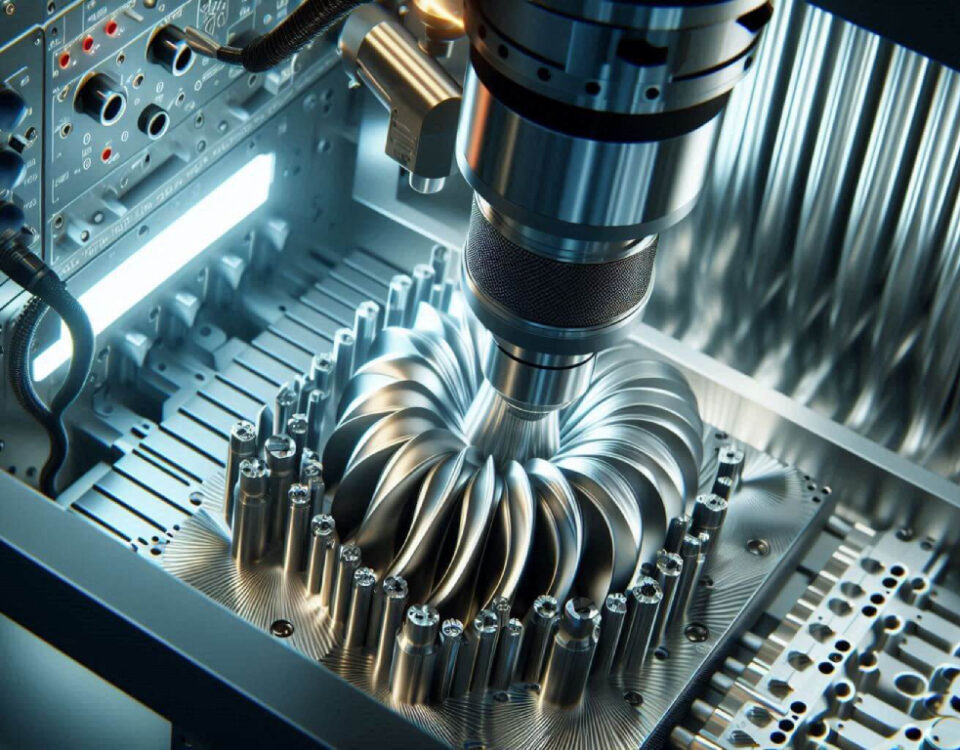
For the fine machining of the convex cavity, use a polycrystalline cubic boron nitride ball head milling cutter. The streamline surface fine machining method should be selected, as shown in Figure 3. Control the overall error to be within 0.012mm.
Lastly, machine the 16 mounting holes on the mounting surface, all of which are threaded connection holes. Use a 0.5mm carbide drill for direct drilling, and ensure that it meets the processing requirements. After this process, remove any burrs, blunt sharp edges, and polish the surface of the convex cavity. There should be no obvious knife marks to avoid affecting the positioning and clamping of the next process.
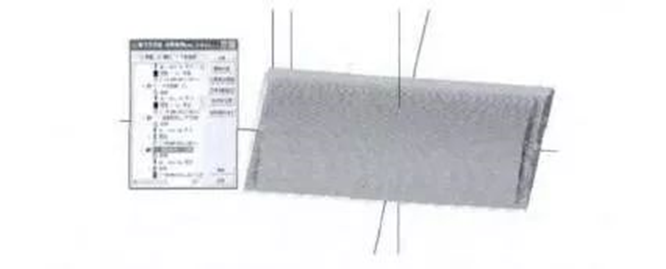
Simulation of finishing of convex cavity of parts-Figure 3
2.2 Cavity rough and fine milling and milling tooling
Figure 4 displays the milling tooling used for rough and fine milling of concave cavities. In the previous process, the tooling fixed on the workbench is shaped into a concave surface to match the convex cavity of the cover plate part. The tooling's two sides match the mounting step surfaces at both ends of the cover plate part for precise positioning. The tooling's concave surface and the plane intersection, as well as the intersection of the plane and the plane, are cleaned to avoid burrs or sharp edges that could affect positioning accuracy. The 10 M10 threaded holes on both sides of the tooling are then used to clamp and secure the cover plate part and the tooling in place.
The rough machining of the concave cavity of the cover plate part utilizes the grooving method, with the tool, cutting fluid, and cutting parameters being essentially the same as those for the convex cavity. It's important to note that the 4 M16 clamping holes from the previous process are susceptible to vibration and may cause damage to the tool during milling, so caution should be exercised during cutting. The tooling and milling parameters remain the same as those for the finishing of the convex cavity.
Cavity rough tooling-Figure 4
The following points should be noted during processing:
A natural failure treatment must be scheduled between the rough and fine machining of the concave cavity of the cover plate parts to completely release the internal stress caused by the cutting cnc turning process and prevent deformation during machining.
During fine machining and clamping, the mating surfaces of the cover plate parts and the tooling should be exchanged several times. The black grinding marks on all mating surfaces in the tooling should be repeatedly repaired to ensure that there are no obvious gaps between the cover plate parts and the tooling mating surfaces after positioning.
Clean the chips from the root and corner cleaning areas and mating surfaces in the tooling to prevent crushing the cover plate parts and affecting the surface quality;
When tightening the screws on both sides, they should be screwed symmetrically on the left and right alternately to avoid deformation caused by the clamping force as much as possible.
2.3 Fine machining of the installation surface
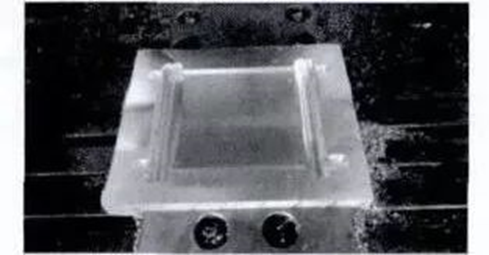
After testing the machined installation surface, the main causes of excessive flatness and surface roughness are factors such as tool marks or machining deformation, requiring re-machining of the installation surface.

Finished mounting surface - Figure 5
The positioning reference and clamping fixing surface should be chosen from the parallel installation step surfaces on both sides of the cover plate parts. First, the precision milling processing method should be used, followed by the precision grinding processing method, and finally, the grinding processing method. The processing should be continuously tested during the entire process. When processing the convex cavity, a processing allowance of less than 0.5mm should be reserved to meet the precision requirements. After the processing is completed, the cover plate parts should be inspected for quality.
Titanium alloy TC4 is a difficult-to-process material, and the cover plate parts have wall and cavity structures. When using cnc machining process, the same tooling can be used to align with the overall process of the cover plate parts during design. This not only solves the clamping positioning but also cleverly overcomes the 2mm thin-wall processing vibration, avoids excessive clamping force, and prevents deformation. In practice, the rational use of tooling can reduce costs, simplify operation, and improve efficiency.
Advantages of Anebon include reduced costs, a dynamic sales team, specialized quality control, strong factories, and premium quality services for CNC machining aluminum parts and CNC machining turning parts. Anebon is committed to ongoing system innovation, management innovation, elite innovation, and sector innovation, leveraging its overall strengths and continually making improvements to ensure excellence.


{kind=link}
{kind=link}
{kind=link}